中文版
中文版 English
English



焊jie平臺熔煉時對于原料的需求
今天給大家講下焊jie平臺熔制時對于原料的要求。
第一.生鐵球墨鑄鐵用生鐵按GB1412-78選用,鑄造用生鐵按GB718-82選用。標(biāo)準(zhǔn)按化學(xué)成分將生鐵分為若干組、類、級,但不考慮含碳量。用戶根據(jù)含硅量選擇生鐵牌號,根據(jù)含錳量選擇組,根據(jù)含磷量選擇級,根據(jù)含硫量選擇類。具體選擇哪一種,要根據(jù)不同鑄件的要求。硅和錳不是有害無素,可根據(jù)需要選擇。
第二.回爐料回爐料主要是澆冒口和廢鑄件。回爐料不得有嚴重的銹蝕、油污及泥砂雜質(zhì),不同牌號的回爐料應(yīng)分類堆放,不得混雜。否則,不僅合金液的成分不易控制,而且一種合金的成分對另一種合金來說可能是有害雜質(zhì),如果相互混雜可能降低合金的力學(xué)性能或出現(xiàn)缺陷。例如鑄鐵中如果混入鋁鎂等合金可能使鑄件產(chǎn)生針孔,混入碲、鉍等激列反石墨化的無素,將使鑄鐵和球墨鑄鐵形成白口組織。鐵對鋁合金來說是有害雜質(zhì)。
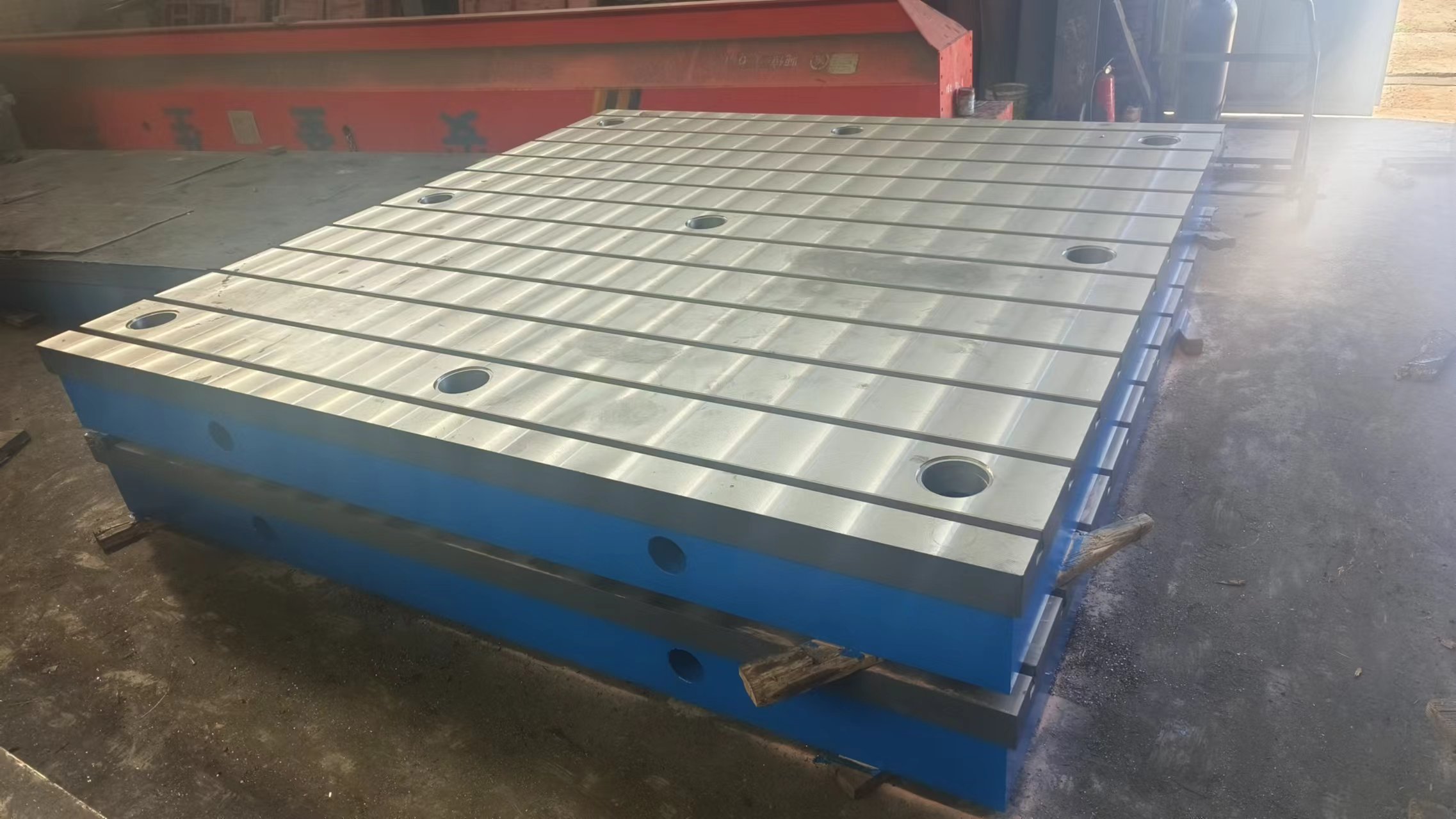
第三.廢鋼一般應(yīng)使用普通碳素鋼和低合金結(jié)構(gòu)鋼,特殊鋼未經(jīng)技術(shù)主管部門同意不得用作廢鋼。表面有嚴重銹蝕(厚度超過1mm)時,需用清理滾筒或其他方法除銹后才可使用。廢鋼進廠后應(yīng)進行仔細檢查,將混入的鑄鐵,高合金鋼和有色合金排揀干凈,對成分不明的廢鋼應(yīng)取樣分析或火花鑒別,然后按成分分別堆放。焊jie平臺水玻璃砂造型制芯的問題:焊jie平臺的穩(wěn)定取決于鑄鐵平板的高度,板面的厚度,周邊圍子的厚度,拉筋的厚度及高度。在平板的相對兩側(cè)面上,應(yīng)有安裝手柄或吊裝位置的設(shè)置、螺紋孔或圓柱孔。1劃線平板砂型(芯)要春實。如果砂型的緊實度低,則澆注后易產(chǎn)生沖砂和機械粘砂等缺陷。2尺寸較大、鑄件收縮阻力較大的砂芯,舂砂時要外緊內(nèi)松,或在砂芯內(nèi)部放受熱收縮的材料,或放焦炭塊、爐渣或干砂,以增加退讓性。3除了對原砂中水的質(zhì)量分數(shù)可以放寬到0.5%外,對原砂的其他性狀如粒形、含劃線平板泥量等與樹脂自硬砂應(yīng)有相近的要求。因為這些參數(shù)直接影響型砂中水玻璃加入量,乃至型砂的使用強度和殘留強度。4化前要用細鋼釬多扎氣眼,利于C02滲透,以提高硬化強度,也有利劃線平臺于澆注時排出氣體,減少鑄件氣孔缺陷。
以上就是今天小編給大家分享的焊jie平板熔制時對于原料的要求,歡迎大家前來咨詢?nèi)獾暮竕ie平臺產(chǎn)品。