中文版
中文版 English
English



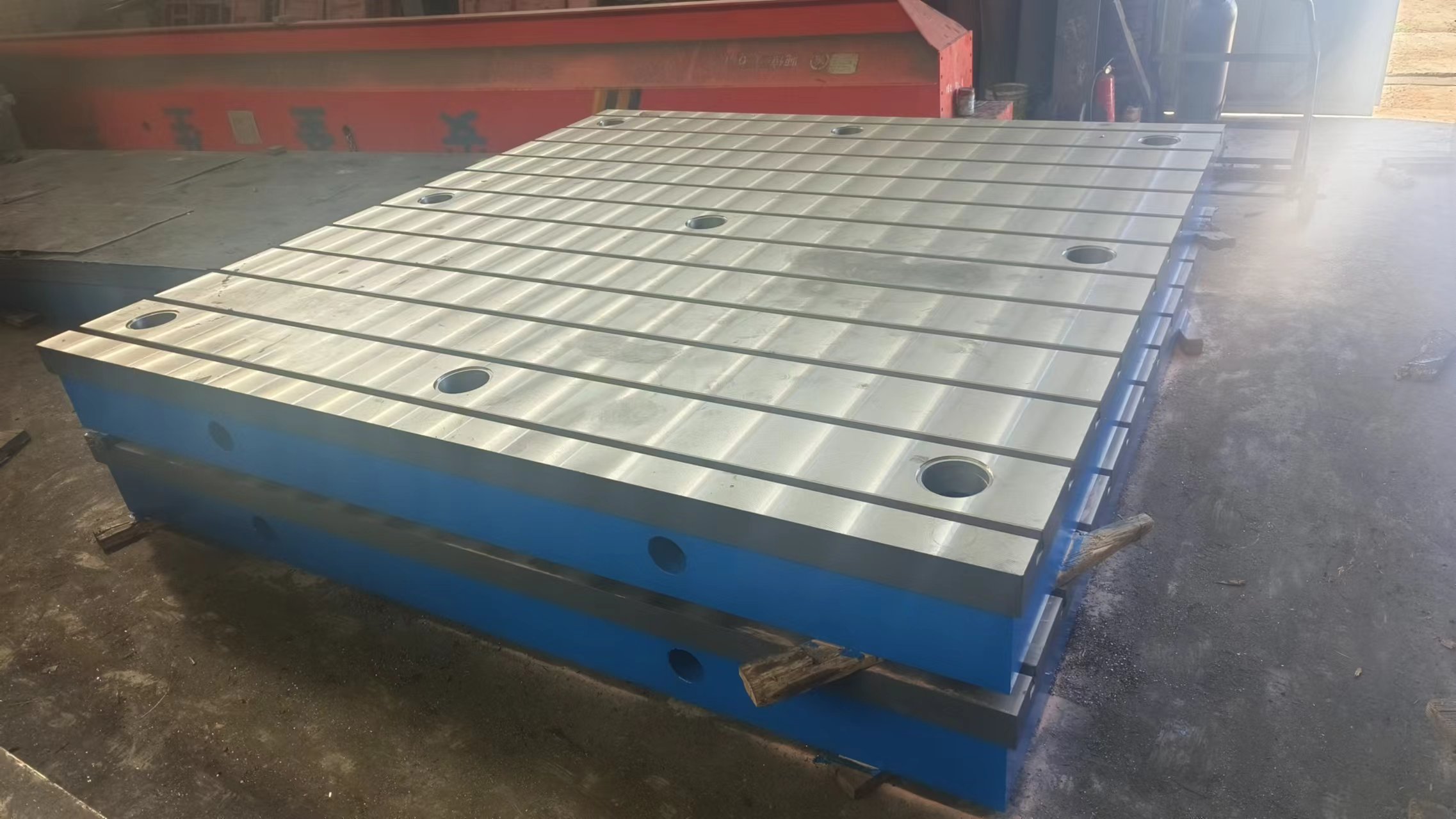
鉚焊平臺的精度和工藝流程
選用鉚焊平臺平面度標準時一般根據使用情況酌情而定。3級平面度以上的鉚焊平臺用做檢驗、劃線、裝配等使用,3級平面度以下的鉚焊平臺一般用做鉚焊等使用。 鉚焊平臺的鑄造過程中會出現啥孔缺陷,只要采用正確的方法可以進行工藝彌補,鉚焊平臺工作面的缺陷是不可以忽視的重要部位,鉚焊平臺主要的缺陷包括:氣孔、沙孔、夾沙、縮松等。鉚焊平臺的缺陷在《中華人民共和國機械行業標準》JB/T 7974—2000里有處理的詳細規定。鉚焊平臺使用壽命和缺陷修復有密切的關系。所以對鉚焊平臺的缺陷做修復時要嚴格按工藝要求處理。
鉚焊平臺的生產工藝流程基本是:一、鉚焊平臺毛坯:按技術要求制圖紙、按圖紙制作木型、配料、造型、烘干、澆鑄、落沙、清理、檢驗毛坯的各部位;二、鉚焊平臺機械加工:外觀檢驗并劃線、在機床上工件、加工、檢驗、回火;三、鉚焊平臺上機床、按圖紙要求加工、送檢驗科檢驗;三、鉚焊平臺工件調平、人工刮研、檢驗科檢驗;四、鉚焊平臺的外觀處理、噴漆、包裝、入庫。 鉚焊平臺在使用時要 行安裝調試。然后才可以使用。在沒有安裝調試合格的鉚焊平臺上工作是沒有意義的工作,非 人員的安裝調試鉚焊平臺是違規的操作,
下一篇:機床調整墊鐵的作用及優勢上一篇:檢測平臺的精度劃分和用途