 中文版
中文版 English
English



重慶焊接平臺規格

簡介:重慶焊接平臺規格,標準焊接工作臺現貨,異型鑄鐵焊接平板定做-河北全意鑄造廠,我公司各規格產品,設計合理,全部達到標準,深受中外合資工農公司的大力支持與厚愛.
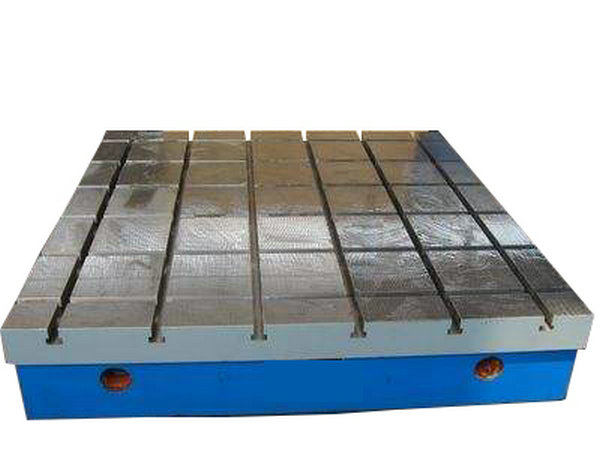
焊接平臺用于鉚焊工藝的基礎平板,工作面上有孔和T型槽,孔主要用來清理鉚焊時的一些鐵渣和焊接廢棄物,T型槽主要是用來固定焊接件。
焊接平臺材質:高強度鑄鐵HT200-300
焊接平臺工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品 的精度穩定,耐磨性能好。
焊接平臺規格:100*100—3000*8000,(特殊規格根據需方圖紙制作。)
焊接平臺精度:按國家標準計量檢定規程執行,分別為1、2、3四個等級。
對焊接平臺的加工細節:
1.鑄鐵焊接平臺的裝夾:薄鑄鐵通常采用撐板直接在工作臺上進行裝夾。它所產生的夾緊力十分有利于對薄鑄鐵的裝夾。
2.為了保證薄焊接平臺裝夾的可靠性和穩定性,預先將鑄鐵焊接的兩個側面加工好。否則,撐板與鑄鐵焊接的側面就不能很好的接觸,會使鑄鐵焊接受力不均而變形。
3.裝夾時,使焊接平臺的基準面同工作臺面或平墊鐵貼緊。不能用手捶使勁敲打鑄鐵焊接,因為薄鑄鐵焊接剛性差,易變形、斷裂,并且還有彈性,所以越敲打,鑄鐵越與定位表面不緊和夾不緊。如果鑄鐵焊接下面的縫隙是由于鑄鐵焊接底面不平而產生的,則應該用鐵皮墊實。
4.此外,在裝夾鑄鐵焊接時夾緊力不能太大,否則會引起鑄鐵焊接中間凸起,待加工后松開工鑄鐵焊接,因彈性變形使焊接中間成凹形。
5.切削用量:刨薄鑄鐵焊接時,切削力要小,夾緊力也要小,那就應采用較小的切削深度(約取0.3——0.5mm以下)和進給量(約取0.1——0.25mm/往復行程),以及正常的切削速度,并適當的冷卻潤滑液進行切削。




相關資訊
電話:0317-8326998
傳真:0317-8326986
手機:18333443388
聯系人:張經理
郵箱:qyjxzg@163.com
地址:河北省泊頭市交河開發區